.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
MAQUINABILIDAD:
La maquinabilidad no responde a una e individual característica sino a un conjunto de características distintas, cada una de las cuales puede variar independientemente de las demás. Esto comporta serias dificultades para dar una definición de maquinabilidad y además para preparar los medios y procedimientos adecuados para permitir una precisa y válida medida de esta propiedad. Se le podría definir como la aptitud de metales aleaciones, para ser conformados por mecanización en máquinas-herramientas o sea por arranque de material.
En
condiciones normalizadas, se mide por medio de ensayos, valorándolos
según alguna de las siguientes características:
1. Duración del afilado de la herramienta.
2. Velocidad de corte que debe aplicarse para una duración
del afilado de la herramienta.
3. Fuerza de corte de la herramienta.
4. Trabajo de corte.
5. Temperatura de corte.
6. Producción de viruta.
FACTORES DE QUE DEPENDE LA MAQUINABILIDAD
E INFLUENCIA DE LOS MISMOS:
La maquinabilidad no depende solamente de las características intrínsecas
del material, ya que las condiciones de corte y las características
de la herramienta, pueden determinar notables y profundas variaciones
en la máquina. Además del topo de herramienta, sobre
la maquinabilidad influyen los siguientes factores:
1. Composición
química del material: Los elementos que más
influencia ejercen sobre la maquinabilidad de los aceros son el carbono,
el manganeso, el azufre, fósforo y plomo, el resto de los elementos
hasta una proporción superior al 0,5% no afectan a ésta.
a. El carbono gasta un 0,3% aumenta la maquinabilidad.
b. El manganeso hasta un 0,05% al combinarse con el azufre,
disminuye la plasticidad de la ferrita con lo cual mejora la maquinabilidad,
pero al superar el 1% lo reduce rápidamente y hace imposible mecanizarlos
al superar el 10%
c. El azufre en proporciones superiores al 0,2% e inferiores
al 0,4% mejora mucho la maquinabilidad, ya que los sulfuros de hierro
y los silicosulfuros al quedar en las juntas de grano debilitan la cohesión
de los mismos.
d. El fósforo en proporciones de hasta un 0,12%
también aumenta la maquinabilidad.
e. El plomo es insoluble en los aceros, quedando emulsionado
en los mismos,
formando pequeñas bolas que lubrican el corte. Se emplea en proporciones
del
0,25%.
2. Construcción de los materiales:
la estructura que más favorece la maquinabilidad de los aceros
con un contenido de carbono inferior al 0,3% es la perlita laminar, si
el contenido en carbono es del 0,3 al 0,45% sería la formada por
perlita laminar mezclada con cementita globular. Siendo esta última
la idónea en porcentajes superiores de carbono.
3. Inclusiones contenidas: dependiendo
de la naturaleza de las inclusiones los aceros que las contengan serán
más o menos maquinables. Las inclusiones de silicatos y alúminas
la disminuyen y los sulfuros en general, simples o complejos la mejoran.
4. Dureza: si el material
es demasiado blando la viruta se desprende con dificultad, y se poseen
una dureza superior a 50HRc la maquinabilidad va reduciéndose hasta
llegar a ser imposible mecanizar aceros con durezas superiores a 60Hc.
5. Acritud:como la acritud
va en relación directa con la dureza, a mayor acritud mayor dureza,
luego cuanto mayor sea la relación entre el cociente del límite
elástico y la resistencia mecánica, mayor será por
tanto la maquinabilidad.
6. Tamaño de grano:
se admite en general que el aumento del tamaño del grano mejora
la maquinabilidad.
CARACTERÍSTICAS DEL TRABAJO DE
LAS HERRAMIENTAS DE CORTE:
1. Arrancar la mayor cantidad de material en el menor
tiempo.
2. Dejar perfectamente acabada la superficie y con la
mayor precisión de medidas.
3. Mecanizar cualquier clase de material por duro que
sea.
4. Terminar el trabajo con el menor número de
afilados posibles.
5. Realizar las operaciones al menor costo.
En conseguir estos objetivos depende en gran parte del material de que
se constituyen las herramientas, las cuales se seleccionan en función
del tipo de herramienta y máquina a utilizar, clase de trabajo
y material a mecanizar.
DURACIÓN DE LA HERRAMIENTA:
La duración de la herramienta entre dos
afilados consecutivos puede valorarse según los siguientes criterios:
1. Tiempo efectivo o total de mecanizado.
2. Volumen de material arrancado.
3. Número de piezas mecanizadas.
4. Velocidad de corte equivalente, es decir, la velocidad
de corte a la que la herramienta tendría una duración preestablecida,
expresada en tiempo efectivo.
5. Velocidad de corte relativa, es decir, la velocidad
a la cual la herramienta presenta la misma duración tanto para
el material que se ensaya como para un material de referencia a igualdad
de las restantes condiciones de corte.
CRITERIOS PARA DETERMINAR LA VIDA DE
LA HERRAMIENTA:
La duración económica de la herramienta
puede ser definida con ayuda de los siguientes criterios:
- Destrucción total del filo, con esta condición la herramienta
no puede trabajar más sin afilado. Este criterio es aplicable a
herramientas de aceros rápidos y máquinas no automáticas.
- Dimensiones preestablecidas de la franja de desgaste y del cráter.
Al aumentar la anchura de la franja de desgaste, aparecen modificaciones
en las dimensiones de las piezas, esto es muy importante en las máquinas
automáticas.
- Acabado superficial de la pieza, las variaciones de calidad de la pieza
en su superficie, indican un deterioro de la herramienta. La aparición
de este criterio no es fácil, ya que el acabado superficial de
la pieza no varía uniformemente con el desgaste de la herramienta.
- Variaciones de las fuerzas de corte, ya que éstas varían
a causa del desgaste.
MATERIALES PARA HERRAMIENTAS DE CORTE:
La elección del material es uno de los problemas más delicados
ya que los factores que intervienen son tanto de índole técnica
como económica. Como el tipo de material está estrechamente
ligado a la velocidad de corte a adoptar y ésta a su vez depende
de la temperatura a la que se someterá a la herramienta, ello determina
una correspondencia entre materiales y tiempo de mecanizado.
Por otra parte, los materiales para herramientas que permiten velocidades
mayores y, por tanto, tiempos menores tiene un coste superior.
Los requisitos a considerar para las herramientas
de corte son las siguientes:
1. Dureza a elevada temperatura:
Un material para cortar a otro debe ser más duro que éste.
En los metales y aleaciones la dureza se reduce mucho, así como
la resistencia al elevarse la temperatura. Este fenómeno provoca
una considerable limitación en las prestaciones de los materiales
para herramientas.
2. Resistencia al desgaste:
La duración de la herramienta está ligada a la marcha del
desgaste que modifica, de hecho, la geometría y las prestaciones
hasta el punto de provocar su rotura.
3. Resistencia: Debe alcanzar
valores tales que impidan la rotura del filo por fragilidad, lo cual puede
suceder especialmente en el corte ininterrumpido.
4. Coeficiente de rozamiento:
Es un requisito importante en un material de herramienta debiendo ser
lo más reducido posible.
5. Propiedades térmicas.
La conductividad tiene importancia a la hora de establecer rápidamente
el equilibrio térmico entre los puntos de mayor calentamiento y
las restantes partes de la herramienta, así como también
son de importancia el calor específico y el coeficiente de dilatación.
MATERIALES APTOS PARA CUCHILLAS DE CONFORMACION
POR ARRANQUE DE VIRUTA:
1. Aceros al carbono:
Poseen un contenido de carbono de 0,9 al 1,4%. Si están correctamente
tratadas estas herramientas poseen gran dureza, buena tenacidad y resistencia
al desgaste, pero no pueden emplearse cuando trabajen a temperaturas superiores
a 250C°. Se emplean en los casos siguientes:
a) En pequeñas series o en trabajos aislados.
b) En operaciones de acabado a pequeña velocidad
o trabajos muy delicados.
c) Cuando se exige de las herramientas ángulos
muy limpios.
2. Aceros aleados:
Además del carbono contienen cromo, wolframio, molibdeno y vanadio.
En su mayoría se ablandan y desafilan a temperaturas superiores
a los 250°C. Existen tres tipos principales:
a) Indeformables. Se emplean para la conformación
de piezas de precisión. Se deforman menos que los aceros al carbono
y poseen una resistencia al desgaste 6 veces mayor.
b) Al wolframio. Se emplean para fabricación de
brocas.
c) Semirápidos. Las herramientas que contienen
un 9 a 11% de wolframio y 3,5 a 4,5 de cromo se emplean en la fabricación
de cuchillas con rendimiento y velocidad de corte muy poco inferiores
a las de los aceros rápidos.
3. Aceros rápidos:
Trabajan a temperaturas hasta de 600°C manteniendo su dureza y filo
inicial, lo cual permite disponer de velocidades de trabajo mayores que
las de los demás aceros.
4. Estelitas:
Son aleaciones cromo-cobalto-wolframio con un tanto por ciento inferior
de otros elementos como hierro, carbono, silicio y manganeso. Se fabrican
por fusión a temperaturas superiores a 1300°C ya que no pueden
mecanizarse nada más que por muelas. Son insensibles a los tratamientos
térmicos. Permiten trabajar los metales con velocidades superiores
a la de los aceros rápidos ya que soportan temperaturas de hasta
700°C sin perder el filo. Tienen el inconveniente de ser más
frágiles que estos últimos. La estelita más conocida
es la alacrita.
5. Carburos metálicos:
Los carburos metálicos sinterizados (vidias) están compuestos
por carburos de wolframio y un metal auxiliar generalmente cobalto que
sirve de liante o aglomerante. Hay otros tipos que además de carburo
de wolframio contienen otros carburos de titanio, de tántalo, etc.
y el metal auxiliar. Sus características son:
- Elevadísima dureza que se mantiene hasta temperaturas de 600°C.
- Alta resistencia a la compresión.
- Excelente resistencia al desgaste y a la corrosión.
- Escasa resistencia al choque.
- Conductividad térmica igual y tal vez superior a la de los aceros.
6. Diamantes:
Se emplean para mecanizar ebonita(resina plástica), determinados
bronces, aleaciones de aluminio, etc. generalmente para operaciones de
acabado en la que se pueden obtener tolerancias de 2 micras con superficies
mejor acabadas que con las rectificadoras.
Tienen el inconveniente de la fragilidad del diamante, de ahí que
su empleo quede limitado a pasadas continuas y en máquinas carentes
de vibraciones. Los diamantes en forma de pastilla se montan en mangos
de acero y con el fin de disminuir riesgos de rotura al ser altamente
frágiles no acaban en punta viva sino redondeada.
7. Materiales cerámicos:
Bajo la denominación de materiales cerámicos o cerámicas
de corte, se pueden considerar:
a. Cermets: Son materiales sinterizados constituidos
por un componente no metálico (óxidos, silicatos, carburos
de silicio y de cromo) y por componentes metálicos de elevado punto
de fusión, como molibdeno, cromo o vanadio. A la tenacidad propia
de los metales se une un alto grado de refractariedad propio de los productos
cerámicos. Los cermets que tienen mejores características
de aplicación a las herramientas se obtienen por la sinterización
de óxidos de aluminio, junto con carburos de molibdeno o vanadio.
b. Óxidos sinterizados: El más apropiado
para la fabricación de herramientas es el óxido de aluminio,
alúminas sinterizadas casi puras, o también, un óxido
de alúminas casi puras. A este se añaden otras sustancias
como óxido de cromo, de hierro o de titanio.
La
característica de estos óxidos sinterizados más destacable
son:
- Conductividad térmica muy baja, que tienen valores muy bajos
parecidos a los de los aislantes térmicos.
- Coeficiente de rozamiento menor que los carburos sinterizados.
- Dureza superior a la de los carburos metálicos.
- Coeficiente de dilatación lineal parecido al de los aceros.
Tienen el inconveniente de su excesiva fragilidad.
Se presentan en forma de plaquitas que se emplean soldadas a sus mangos
con resinas epoxi o bien sujetas por medios mecánicos. Se emplean
en el torneado de fundiciones y aceros. También para mecanizar
el cobre, sus aleaciones y metales ligeros.
8. Nitruros de boro cúbico:
Producido bajo la acción de elevadas temperaturas y presiones en
presencia de un catalizador. La plaquita está constituida por un
soporte de carburo con una fina capa de nitruro de boro cúbico.
La dureza de este material es superada sólo por el diamante. Es
frágil pero poco reactivo con la pieza. Su elevada estabilidad
térmica le permite trabajar durante largos periodos de tiempo a
temperaturas de 1000 a 11000°. Con este material se pueden mecanizar
ventajosamente las aleaciones de níquel a gran velocidad.
TRATAMIENTOS TÉRMICOS DE LAS HERRAMIENTAS
DE CORTE:
Las herramientas de acero se templan siempre y revienen para darles la
dureza y tenacidad adecuadas. Algunas veces las herramientas de aceros
rápidos una vez templadas y revenidas, se someten a tratamientos
superficiales como son la nitruración sulfinización para
darles mayor dureza y resistencia al desgaste.
Existe otro tratamiento superficial, el cromado duro el cual aumenta la
resistencia al desgaste y disminuye el coeficiente de rozamiento. Pero
se utiliza más para la restauración de herramientas desgastadas.
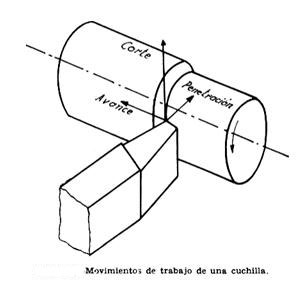
ARRANQUE DE MATERIAL POR MEDIO DE CUCHILLAS:
La primera cuchilla utilizada para arranque de material fue el Buril.
Todas las herramientas de corte empleadas en las máquinas herramientas
se derivan fundamentalmente de una cuchilla de metal similar al Buril.
Está formado por una barra rectangular de acero cuyo extremo útil
está afilado en forma de ángulo diedro, al ser golpeado
al Buril por el martillo penetra el borde en forma de cuña en el
material arrancando virutas.
La cuchilla recta es la herramienta elemental de corte, la más
sencilla. Van apoyadas en el soporte de la máquina por medio de
sus caras denominadas bases.
Siguiente >>