.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
MÁQUINAS HERRAMIENTAS II:
TORNO:
El torno es una máquina-herramienta en la que la pieza que se mecaniza
sometida a un movimiento de rotación es conformada por la herramienta
animada de un movimiento de avance generalmente paralelo al eje de rotación
de la pieza.
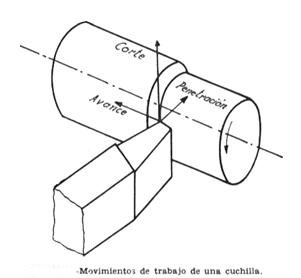
Los
movimientos de trabajo del torno son:
1. Movimiento de corte por
rotación de la pieza.
2. Movimiento de avance
por desplazamiento longitudinal de la herramienta.
3. Movimiento de profundidad
de pasada por desplazamiento radial de la herramienta.
El
torno sigue siendo la máquina fundamental de los talleres mecánicos
y son aproximadamente el 65% del total de las máquinas-herramientas
para el conformado por arranque de viruta. Se emplean generalmente para
la mecanización de cuerpos de revolución como poleas, manguitos,
pernos, etc.
Pero es una máquina muy versátil y de múltiples aplicaciones.
Componentes principales:
El torno cilíndrico de puntas o torno horizontal
está compuesto de 4 partes principales:
Bancada:
Es la pieza más robusta ya que sirve de elemento de sustentación
a los órganos de la máquina. Se construye generalmente de
fundición y en los tornos pequeños, de una sola pieza. En
su parte superior lleva las guías del cabezal móvil o contrapunto
y la del carro principal o portaherramientas.
Cabezal fijo:
Está formado por una caja de fundición atornillada sobre
el extremo fijo de la bancada. Este cabezal contienen el eje principal
en cuyo extremo van los órganos de sujeción y accionamiento
de la pieza a la que se imprime un movimiento del motor a través
de los engranajes de reducción alojados también en el cabezal.
Cabezal móvil:
Se encuentra en el extremo derecho y opuesto por tanto al cabezal fijo
y puede deslizarse por las guías en toda su longitud. Está
formada por dos piezas principales de fundición, una de las cuales
sirve de soporte y contiene las guías que apoyan sobre las del
torno y el dispositivo de fijación, para fijarlo. La otra pieza
situada en la parte posterior de forma alargada y eje situado en la prolongación
del eje principal del cabezal fijo, contiene el contrapunto que constituye
el otro apoyo de la pieza que se mecaniza.
Carro porta herramientas o portaútil:
Es el que lleva la herramienta y le comunica
los movimientos de avance y de penetración. Está formado
por 3 carros superpuestos:
a) Carro principal o de bancada:
Desliza sobre las guías de la bancada y lleva en su parte delantera
los mecanismos de avance y de profundidad de pasada, tanto manual como
automática.
b) Carro transversal:
Desliza transversalmente sobre guías del carro principal y se mueve
a mano automáticamente por los mecanismos que lleva el carro principal.
c) Carro superior u orientable:
Está formado por 3 piezas: La base, el charriot y el portaherramientas.
La base, va apoyada sobre una plataforma giratoria en el carro transversal
con lo cual puede orientarse en cualquier posición determinada
por un limbo graduado y quedar fija por un dispositivo adecuado. Esta
base lleva unas guías sobre las que se desliza un carrito o chariot
sobre el cual va situado el portaherramientas propiamente dicho.
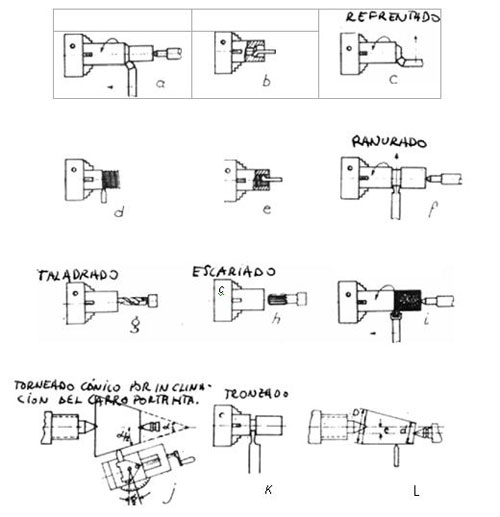
Operaciones que realizan los tornos:
Cilindrado:
Consiste en mecanizar un cilindro recto de longitud y diámetro
determinado. Una vez iniciado el corte con la profundidad y el avance
deseado, la herramienta se desplaza automáticamente y realiza el
trabajo. Generalmente se da una pasada de desbaste para dejar la pieza
en la cota deseada y una pasada de acabado para alisar la superficie.
Mandrinado:
Consiste en agrandar un agujero.
Refrentado:
Consiste en mecanizar una superficie plana perpendicular al eje de giro,
para esto la herramienta no tiene avance sino únicamente profundidad
de pasada.
Roscado:
El cilindrado se realiza con una velocidad muy lenta de avance de la herramienta
en relación con la velocidad de giro de la pieza, ya que de otro
modo quedaría grabados surcos; pues bien, el roscado se realiza
con velocidad de avance mucho mayor en relación con al velocidad
de la pieza, con lo que la herramienta marca una hélice que constituye
la rosca.
Ranurado:
Consiste en abrir ranuras en las piezas, si éstas son estrechas,
se realizan con una herramienta de la misma anchura de la ranura, pero
si son anchas habrá que darle a la herramienta un movimiento de
avance.
Taladrado:
Se realiza fijando brocas de diámetro apropiado en el cabezal móvil
en lugar del contrapunto.
Moleteado:
Consiste en imprimir en la superficie de la pieza un grabado por medio
de una herramienta especial denominada "moleta" provista de
una rueda que lleva en su superficie el grabado deseado y que se aplica
fuertemente sobre la pieza a moletear.
Torneado cónico:
Tiene por objeto obtener troncos de cono en lugar
de cilindros. Se puede realizar por 3 procedimientos, como puede ser:
? Inclinando el carro portaherramientas.
? Desplazando el contra punto.
? Con un dispositivo copiador.
Tronzado o corte de la pieza:
Es el seccionamiento de la barra o de la pieza una vez terminada, utilizando
una herramienta especialmente afilada denominada tronzadora. Como trabajos
especiales se puede utilizar el torno como máquina de fresar montando
la fresa que ha de ser de mango en el cabezal o en el plato de garras,
y sobre el carro portaherramientas se fija un soporte orientable y desplazable
verticalmente. También se puede utilizar como talladora de pequeños
engranajes y como mandrinadora o máquina de ranurar. También
como máquina de afilar, utilizando una muela de afilado, pero no
es aconsejable esta aplicación ya que el (desmedir) desprendido
de las muelas puede dañar las guías del torno.
Fuerza
de corte y potencia absorbida en el torneado:
F=K.p.a
P = k.p.a.v
4500.p
Siendo K; fuerza específica de corte.
p; profundidad de pasada.
a; avance.
v; velocidad de corte.
p; rendimiento que varía de 0,6 a 0,8.
Tornos semiautomáticos y automáticos:
El torno horizontal no es adecuado para trabajos en serie, para este tipo
de trabajos se han ideado dispositivos para automatizar o semiautomatizar
las operaciones para que el torno realice una vez ajustado, piezas sin
intervención del operario o con una intervención muy limitada,
que puede confiarse a personal no especializado.
Con
esto se obtiene 3 ventajas principalmente:
1. Se aumenta generalmente la velocidad de producción.
2. Se aumenta la precisión y la uniformidad de
las piezas.
3. Se obtiene una sensible reducción del precio
de coste al disminuir los gastos de producción por el ahorro de
mano de obra.
Los tornos semiautomáticos más
usuales son:
* el torno revólver.
* el torno con copiador.
Y los tornos automáticos son:
*
los tornos accionados por levas.
* los tornos con control numérico.
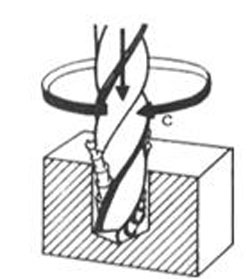
TALADRADORA:
Es
una máquina cuya herramienta animada de un movimiento de rotación
y de avance, perfora la pieza que permanece fija. Los movimientos de trabajo:
1.
Movimiento de corte por rotación de la herramienta.
2. Movimiento de avance por desplazamiento axial de la
herramienta.
3. Movimiento de profundidad de pasada, no existe utilizando
brocas cilíndricas, pero con brocas cónicas puede considerarse
que hay un pequeño avance.
Es una máquina concebida especialmente para realizar agujeros que
aunque pueden realizarse por otros procedimientos con ninguno de ellos
pueden obtenerse orificios con la precisión, limpieza y profundidad
como por taladrado. Tiene muchas aplicaciones.
Tipos de taladradoras:
Además de la taladradora de columna que es la fundamental, se construyen
diversos tipos de taladradoras mejor adaptadas al trabajo al que se destinan.
Las principales son las siguientes:
1. Taladradora de sobremesa.
2. Taladradora de series.
3. Taladradora múltiple.
4. Taladradora radiales.
5. Taladradora portátil.
Herramientas de las taladradoras:
brocas
Las herramientas típicas de las taladradoras son las brocas,
aunque también utilice otras herramientas especiales para determinar
las operaciones.
Hay dos clases fundamentales de brocas:
1. Brocas
de lanza, que son planas con dos biseles y acabadas en
punta.
2. Brocas en espiral, que
son en general cilíndricas con unos bisel helicoidal y también
terminadas en punta.
Operaciones realizables:
Con la taladradora se realizan en primer lugar agujeros, que es la operación
principal para lo que han sido creadas. Según atraviesen o no la
pieza, los agujeros se denominan:
*
Agujeros pasantes
* Agujeros ciegos.
Además del taladrado, puede realizar las
siguientes operaciones:
Escariado:
Es una operación en cierto modo complementaria del taladro, pues
consiste en ampliar ligeramente o acabar un agujero ya taladrado.
Abocardado:
Como al taladrar se forma en los bordes del taladro una rebaba muy pronunciada
que impide un buen ajuste de las piezas además de poder causar
deterioros en sus bordes afilados, los taladros deben ser desbarbados
mediante el empleo de un avellanador.
Refrentado:
Consiste esta operación en aplanar la superficie que circunda el
orificio o taladro para que asienten perfectamente las arandelas, cabezas
de tornillos u otros elementos que tengan que apoyar contra esa superficie.
Penetrado:
Tiene como finalidad hacer cajas o alojamientos en las piezas alrededor
de un perno, vástago, bulón, etc.
Barrenado:
Consiste en agrandar un agujero previamente efectuado, mediante útiles
de desbastar, en realidad el penetrado y el avellanado son casos particulares
del barrenado.
Recortado:
Se realiza utilizando una herramienta especial, compuesta de un brazo
radial que lleva una cuchilla desplazable con objeto de poderla ajustar
a la posición deseada. Así se obtienen agujeros de diferentes
diámetros. A esta herramienta también se le llama broca
de expansión y se utiliza únicamente para piezas de poco
espesor, generalmente chapas.
Troceado:
También pueden emplearse las taladradoras para cortar un material,
realizando taladros secantes.
Roscado:
Se realiza la operación haciendo en la pieza el agujero adecuado,
después se sustituye la broca por el macho de roscar y en cuanto
muerde la pieza, haciendo una ligera presión en la palanca de avance
manual, continúa avanzando el macho automáticamente debido
a su corte helicoidal. Una vez terminada la rosca se saca el macho invirtiendo
el sentido de rotación.
Siguiente>> MANDRINADORA - PUNTEADORAS - FRESADORA