.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
CONFORMACIÓN POR MOLDEO:
El moldeo llamado también fundición o colada, es un proceso de conformación basado en la fusión de los metales. Consiste en una serie de operaciones mediante las cuales se obtiene un hueco o molde de arena, metal o material refractario, que reproduce la forma de la pieza que se desea fabricar, en el cual se vierte o cuela el metal fundido dejándole enfriar hasta que solidifica completamente.
Como
proceso tecnológico, su principal ventaja consiste en que
con él se pueden fabricar con facilidad y economía piezas
de forma muy complicada, como bloques de cilindros, culatas de motores
de explosión, carburadores, bancadas de máquinas-herramienta,
etc. que son muy difíciles o imposibles de obtener por otros métodos.
Permite además el empleo de metales y aleaciones que no son aptos
para el conformado por deformación o soldadura, como la fundición
gris.
OPERACIONES FUNDAMENTALES DE LA CONFORMACION:
Para
realizar este proceso son necesarias tres clases de operaciones fundamentales:
- Operación de fusión.
- Operaciones de moldeo y desmoldeo.
- Operaciones de acabado.
1. Operaciones de fusión:
La fusión de metales y aleaciones se realizan en distintos tipos
de hornos, cada uno de los cuales es adecuado para cada metal o aleación,
a temperaturas comprendidas entre ciertos límites mayores que una
temperatura mínima, para que el metal fundido tenga fluidez y menores
que una temperatura máxima para evitar el quemado del metal y la
pérdida del mismo por vaporización o por oxidación.
Muchas veces esta operación no se limita a la fusión del
metal, sino que en ella se elabora la aleación al mismo tiempo
que se funde, como por ejemplo, la fundición de hierro, en la cual
se adiciona a la cuchara los elementos de aleación.
2. Operaciones de moldeo y desmoldeo:
Comprende en primer lugar la preparación del molde que puede ser
de arena, metálico, etc.
3.
Operaciones de acabado:
Se procede a limpiar de arena las piezas y a romper los conductos por
donde se ha metido el metal y que han quedado adheridos a la pieza, y
ya queda o totalmente terminada o preparada para el mecanizado posterior.
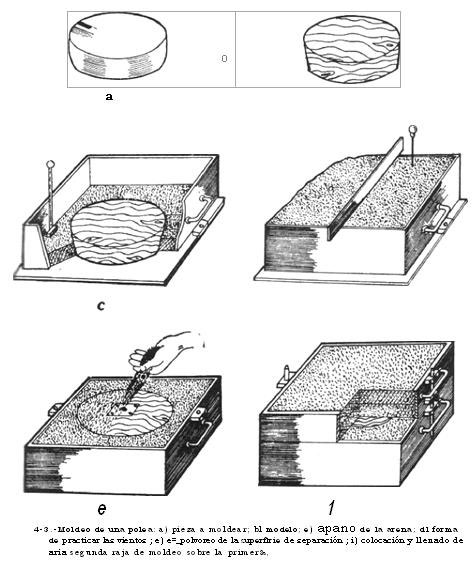
Para la preparación del molde de arena, hay que hacer una reproducción
de la pieza que se desea fabricar, que se llama modelo.
Después se coloca este modelo, en una caja de moldeo se llena de
arena y se apisona fuertemente, se retira el modelo posteriormente y queda
el hueco de la pieza a reproducir.
A estos moldes de arena se les llama moldes perdidos, a los de materiales
refractarios se les llama moldes semipermanentes y a los moldes metálicos,
moldes permanentes.
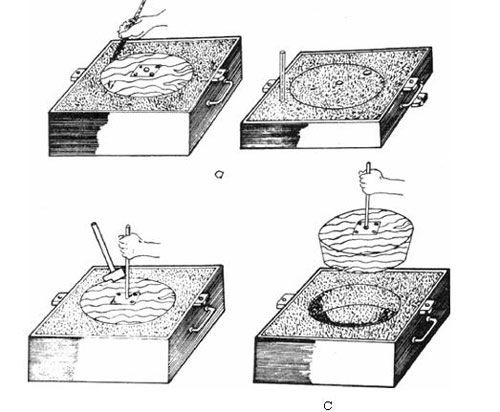
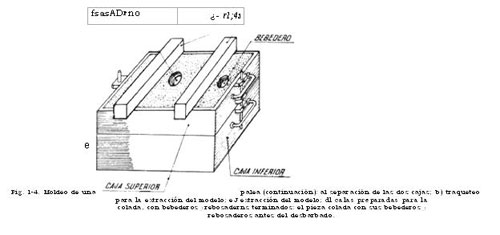
Una vez hecho el molde se vierte el metal fundido en una operación
que se llama colada, y una vez enfriado el metal, se abre o rompe el molde
y se saca la pieza, esta operación se le llama desmoldeo.
METALES
O ALEACIONES APTOS PARA SER CONFORMADOS POR FUNDICIÓN:
Los metales y aleaciones que normalmente se conforman por fundición
son las de hierro, cobre, aluminio, magnesio, cinc y aleaciones antifricción.
Aunque teóricamente se pueden moldear cualquier metal, normalmente
sólo se moldean las más adecuadas. Existen incluso aleaciones
concebidas especialmente para ello, como casi todas las de cobre.
Las
características deseables en los metales para ser conformado por
moldeo son las siguientes:
1. Baja temperatura de fusión para ahorrar combustible.
2. Bajo calor latente de fusión para ahorrar combustible.
3. Baja tensión superficial para que la reproducción
del molde sea perfecta.
4. Bajo coeficiente de dilatación, en estado líquido
e intervalo de temperaturas de solidificación lo más reducido
posible para que la concentración del metal sea la mínima
posible.
5. Bajo coeficiente de dilatación en estado sólido,
para reducir el peligro de aparición de grietas durante el enfriamiento.
6. Alta colabilidad, (actitud del metal para llenar el
molde).
7. Alta densidad para que el propio peso del metal contrarreste
la falta de fluidez y la tensión superficial.
HORNOS
PARA FUNDIR METALES:
Los hornos son unos dispositivos que se emplean en el moldeo para suministrar
al metal el calor necesario para fundirlos y sobrecalentarlos hasta la
temperatura más conveniente para la colada.
Los hay de diferentes formas y tamaños desde los que se emplean
para fundir unos gramos hasta los que funden cientos de toneladas.
En
el momento de elegir el horno más adecuado para un proceso de fundición
deben tenerse en cuenta los factores siguientes:
A. Cantidad de calor necesario.
B. Composición y temperatura de colada del metal.
C. Velocidad de fusión o cantidad de metal fundido
por unidad de tiempo.
D. Grado de pureza que requiere el metal fundido.
E. Coste inicial del horno.
F. Coste básico de la operación.
G. Coste relativo de mantenimiento y reparación.
H. Disponibilidad y coste relativo de los distintos combustibles
de la localidad.
I. Nivel de ruido y contaminación que produce
en la atmósfera.
J. Tipo de vertidos.
Podemos clasificar los hornos de fusión
atendiendo a la naturaleza de la fuente calorífica y al grado de
contacto entre el metal, el combustible y sus productos de combustión
en los siguientes tipos:
Hornos
de combustible:
Emplean combustibles sólidos, como carbón vegetal, madera,
hulla, carbón de cock(coque), antracita, etc.
Combustibles líquidos, como gasolina, gasoil, etc.
O combustibles gaseosos, como gas natural, butano, etc.
El calor procede de la energía desprendida en la reacción
con el oxígeno de los elementos combustibles, carbono, hidrógeno
o azufre.
Los hornos de combustibles podemos subdividirlos en los grupos:
-
Hornos en los que el metal no está en contacto ni con el combustible
ni con les gases de la combustión, a este grupo pertenecen los
hornos de crisol.
- Hornos en los que el metal está en contacto con el combustible
y con los gases de la combustión, el horno más representativo
de este grupo es el cubilote.
- Hornos en los que el metal está en contacto con los gases de
la combustión pero no con el combustible, a este grupo pertenecen
los de reverbero.
Convertidores:
No son en realidad hornos de fusión, más bien pueden considerarse
como hornos de afino, ya que en ellos se introduce arrabio, (producto
de la primera fusión del mineral de hierro, es el hierro más
o menos puro) previamente fundido y por combustión de las impurezas
de carbono, silicio, manganeso se transforma en acero.
Hornos eléctricos:
Están basados en la transformación
de la energía eléctrica en calorífica por efecto
Joule. Estos hornos tienen grandes ventajas, pero su principal inconveniente
es su elevado coste de este tipo de energía.
Los
hornos eléctricos pueden subdividirse:
1. Hornos por resistencia; que a su vez pueden ser metálica,
no metálica o por electrodo radiante.
2. Hornos de arco, que emplean el arco eléctrico
y pueden ser de arco directo o arco indirecto.
3. Hornos de inducción que pueden ser de alta,
media y baja frecuencia.