.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
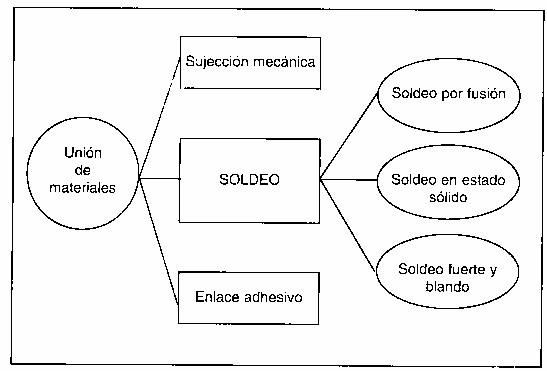
CLASIFICACIÓN DE LOS PROCESOS DE SOLDEO
·
Soldeo por fusión.
· Soldeo en estado sólido.
· Soldeo fuerte y blando.
Procesos
de soldeo por fusión
Son aquellos en los que siempre se produce la fusión del metal
base y la del de aportación cuando éste se emplea. Es decir,
siempre existe una fase líquida formada sólo por metal base,
o por metal base y de aportación.
Procesos
de soldeo en estado sólido
Son aquellos en los que nunca se produce la fusión del metal base,
ni la del de aportación cuando éste se emplea. Es decir,
nunca existe una fase líquida.
Procesos
de soldeo fuerte y blando
Son aquellos en los que siempre se produce la fusión del metal
de aportación, pero no la del metal base. Es decir, siempre existe
una fase líquida formada sólo por metal de aportación.
La diferencia entre soleo fuerte y soldeo blando reside en que en el soldeo
fuerte el metal de aportación funde por encima de 450ºC, mientras
que en el soldeo blando el material de aportación funde a 450ºC
o a temperaturas inferiores.
SOLDEO FUERTE Y BLANDO
1 - PRINCIPIOS DE LOS PROCESOS
Descripción:El
soldeo fuerte y el soldeo blando consisten en realizar uniones
en las que el material de aportación tiene menor punto de fusión
(y distintas características químico-físicas) que
el material base, realizándose la unión soldada sin fusión
del metal base y mediante la fusión del material de aportación
que se distribuye entre las superficies de la unión, muy próximas
entre sí, por acción capilar.
El soldeo fuerte se distingue del soldeo blando
por la temperatura de fusión del metal de aporte. El soldeo fuerte
utiliza aportaciones con punto de fusión por encima de 450ºC
y el soldeo blando por debajo de dicha temperatura.
Diferencias existentes entre el soldeo fuerte y blando y el soldeo por fusión:
Soldeo fuerte y blando: El metal
base no se funde.
Se utilizan fundentes para proteger y mejorar el mojado de los metales
base.
El calor se suministra mediante resistencia, horno, inducción o
soplete.
Se produce una unión sin deformación.
Las tensiones residuales, cuando se producen, son muy pequeñas.
El metal de aportación debe mojar el metal base y distribuirse
por capilaridad.
Soldeo
por fusión: El
metal base funde.
Se pueden utilizar fundentes para proteger y mejorar la adhesión.
El calor se suministra por láser, haz de electrones, arco eléctrico,
resistencia.
Se pueden producir grandes deformaciones en los metales base.
Se producen tensiones residuales.
El metal base y el de aportación se funden consiguiéndose
la unión tras su solidificación conjuntamente.
Aplicaciones, ventajas y limitaciones
Aplicaciones
el
soldeo fuerte y el soldeo blando tienen gran cantidad de aplicaciones,
desde la fabricación de juguetes hasta motores de aviones y vehículos
espaciales. En general, se utiliza para la unión de piezas de pequeño
tamaño, piezas de diferentes materiales, donde sería muy
difícil utilizar un proceso de soldeo por fusión, y piezas
de diseño complicado que se pueden fabricar mediante soldeo fuerte
ahorrando el coste elevado de una pieza moldeada.
El soldeo fuerte se utiliza para soldeo de plaquitas de corte en las herramientas,
en diferentes partes de intercambiadores de calor, muchos componentes
de automóviles, bicicletas, depósitos de aceite, instrumentos,
paneles tipo sandwich con lámina intermedia en panal de abeja,
uniones de materiales cerámicos a metálicos y piezas para
vehículos espaciales.
El soldeo blando se utiliza en componentes electrónicos, como circuitos impresos o transistores, piezas ornamentales y piezas de intercambiadores de calor.
Ventajas
* Se pueden conservar los recubrimientos y plaqueados de los materiales
base.
* Facilidad para obtener uniones sanas entre materiales diferentes, incluso
entre materiales metálicos y no metálicos (como no se funden
los metales base, no tiene importancia la diferencia existente entre sus
temperaturas de fusión o sus características) o entre materiales
de diferente espesor. Se pueden obtener uniones entre cobre y acero mediante
soldeo fuerte con la misma facilidad con que se sueldan por fusión
dos piezas de acero. Sólo se requiere seleccionar un metal de aportación
compatible con el cobre y el acero.
* Se pueden obtener soldaduras en piezas de precisión.
* Con algunos procesos se pueden realizar soldaduras en muchas piezas
al mismo tiempo, por lo que resulta muy económico.
* Sólo se requieren bajas temperaturas, con el ahorro energético
que ello conlleva.
* La apariencia de la soldadura es muy buena.
* En general, la habilidad necesaria para realizar soldaduras fuertes
o blandas es más fácil de adquirir que la requerida para
realizar soldaduras por fusión, ya que la soldadura fuerte o blanda
casi se realiza por sí sola distribuyéndose por capilaridad
con gran facilidad.
* Es un proceso fácilmente automatizable.
Limitaciones
La resistencia mecánica y la continuidad de las piezas obtenidas
por soldeo fuerte no es comparable con la obtenida con soldeo por fusión.
El diseño de las piezas, y en algunos casos su preparación,
puede resultar más complicado y costoso.
Resulta difícil o costosa su aplicación en el caso de piezas
grandes.
2 - METAL DE APORTACIÓN
Metal de aportación es el metal que se añade
cuando se realiza el soldeo fuerte o soldeo blando.
Las características que debe cumplir el metal de aportación
son:
* Capacidad de mojar al metal base.
* Apropiada temperatura de fusión (inferior a la del metal base)
y buena fluidez para permitir su distribución, por atracción
capilar en las uniones.
* Ser capaz de producir una unión soldada que cumpla los requisitos
de resistencia mecánica y a la corrosión en estado normal
de servicio.
Se utilizará cada metal de aportación para un rango de temperaturas
determinado, el rango de temperaturas depende de su composición
química y está limitado, inferiormente, por su temperatura
de fusión. El metal de aportación debe interaccionar con
el metal base con el que se va a utilizar. Sin embargo no debe formar
ningún compuesto que disminuya de resistencia de la unión,
por esta razón la elección de un metal de aportación
para cada metal base debe ser cuidadosa.
Los materiales de aportación se clasifican y se denominan por el
metal o metales principales en su aleación. Sin embargo, todos
los metales de aportación de cada grupo están constituidos
por varios metales, por ejemplo: los metales de aporte del grupo plata
suelen ser aleaciones de plata, cobre, cadmio, cinc...
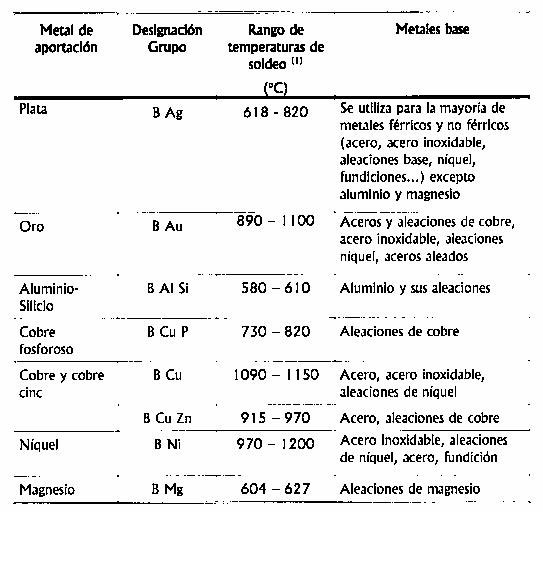
(1) Estas temeraturas son una media aproximada entre las temperaturas de soldeo de todos los materiales de aporte del grupo.
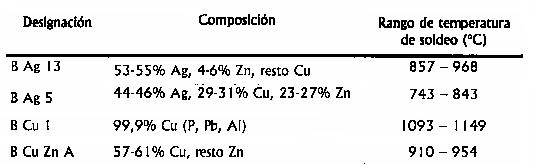
Cada material de aporte tiene su temperatura de soldeo:
Metales
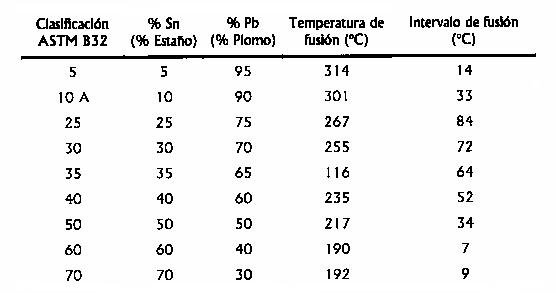
de aportación para soldeo blando
Estaño-plomo: Es el metal de aportación
más común.
Estaño-antimonio-plomo: Se adiciona antimonio porque mejora las propiedades mecánicas del material de aportación.
Estaño-antimonio: Se utiliza donde es necesario evitar la contaminación por plomo.
Estaño-plata: Se utiliza en instrumentos de trabajo delicados.
Estaño-cinc: Se utiliza para soldar aluminio.
Plomo-plata: Mejora la capacidad de mojado del plomo cuando éste es empleado en el soldeo blando de acero, fundición o cobre.
Cadmio-plata: Se emplea en la unión de cobre y también, aunque menos, en la soldadura aluminio-aluminio.
Cadmio-cinc: Se emplea en la unión de aluminio.
Cinc-cadmio: Se emplea en la unión de aluminio.
Método
de aplicación del metal de aportación
El metal de aportación puede aplicarse manualmente durante el soldeo
en el lugar de la unión, o puede ser presituado antes del trabajo.
Existen unas formas estándar de metales de aporte como pueden ser varillas, rollos de alambre, polvos, láminas, arandelas... Dependiendo del diseño de la unión, método de calentamiento y nivel de automatización se podrá utilizar una u otra. Cuando se habla de producción masiva, el metal de aportación debe presituarse. Esta presituación del metal de aportación asegura una cantidad uniforme de metal de aportación en cada unión.
Si en una misma pieza se deben realizar varias uniones, primero se efectuará el soldeo fuerte que utilice metal de aportación con mayor temperatura de fusión, la última operación de soldeo fuerte será aquella que utiliza el material de aportación con menor temperatura de fusión.
Esta práctica del soldeo fuerte se denomina soldeo
fuerte por pasos.
Cuando el soldeo se realiza con el fin de cerrar algún recipiente,
durante el soldeo el recipiente debe estar abierto, para que los gases
que se produzcan puedan salir y no creen ninguna sobrepresión.