.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
41.
Tratamientos superficiales: mecánicos, químicos, RECUBRIMIENTOS.
A las piezas se les exige una serie de características
superficiales como son:
- Buen acabado estético
- Resistente a la corrosión
- Resistente al desgaste
Según el agente que se emplee:
Acción
galvánica:
en general todos los metales son electrolíticamente activos en
mayor o menor grado. Si en su potencial electrolítico son lo suficientemente
distintos crearan una pila electrolítica, en presencia de un electrolito
conductor (agua de mar). El metal menos noble se va disolviendo y se deposita
sobre el más noble hasta que desaparece. Esto siempre va a ocurrir
cuando dos metales estén alejados en la serie galvánica.
A partir de la acción galvánica surgen
dos posibilidades:
Chapado electrolítico: creación intencional de una celda galvánica en la cual la parte a recubrir es el cátodo y el material de recubrimiento es el ánodo. Ambos materiales se sumergen en un baño electrolítico y se aplica una corriente eléctrica directa del ánodo hacia el cátodo. Los iones del material de recubrimiento se impulsan al sustrato, que es el que va a recibir el recubrimiento, y así se reviste la pieza con una chapa delgada del material. Hay que tener en cuenta que el espesor de las chapas tiene que ser más o menos uniforme (para que pueda penetrar el recubrimiento). Podemos hacer un recubrimiento con materiales más o menos nobles.
Chapado con materiales más nobles: Si un metal más noble se deposita sobre el sustrato puede reducir la tendencia a la oxidación, con la condición de que el recubrimiento esté bien echo de forma que no haya ningún agujero, por pequeño que sea, por donde pueda entrar la corrosión. Para proteger el acero se suele utilizar Sn, Ni, Cr? Además el Cromo aumenta la dureza superficial.
Chapado
con materiales menos nobles:
se puede aplicar como chapa un metal menos noble al sustrato para que
sirva de ánodo de sacrificio y se corroa en lugar del sustrato.
El ejemplo más común es recubrir el acero con Zn (galvanizado).
También se puede usar Cd, que tiene más duración
en entornos corrosivos como agua marina, aire salino?
La experiencia ha demostrado que el chapado electrolítico reduce
considerablemente la resistencia a la fatiga.
Chapado no electrolítico (sin corriente eléctrica):
En este caso el cátodo del sustrato actúa como catalizador
para que los iones de una solución de Níquel que actúa
como electrolito se reduzcan y se depositen sobre el sustrato. A diferencia
del chapado electrolítico, se mete muy bien en los agujeros y el
recubrimiento es denso y duro. Un ejemplo de esto es el aluminio anodinado.
El anodinado crea una capa muy delgada de óxido de aluminio sobre
la superficie. El recubrimiento de óxido de aluminio es autolimitante,
en el sentido de que impide que el oxígeno siga atacando al sustrato.
El óxido anodinado es incoloro pero se le pueden agregar tintes
para dar color a la superficie. Es un tratamiento superficial económico,
resistente a la corrosión y distorsión despreciable. Otros
materiales que se pueden anodizar son el titanio, el magnesio, el cinc?
Una variante del anodinado es el anodinado duro. El óxido de aluminio
es resistente a la abrasión para protegerlas del desgaste. A veces
se recubren piezas con una capa gruesa de óxido de aluminio. Este
recubrimiento excede en dureza al acero más duro.
Recubrimientos químicos:
Los tratamientos químicos más comunes van desde el ácido
fosfórico sobre acero o ácido cromático sobre el
aluminio, que dan resistencia limitada frente a la oxidación, hasta
pinturas de diversos tipos. Las pinturas en un solo componente protegen
menos que las formulaciones epoxi en dos componentes. Los acabados de
esmalte horneado o de porcelana tienen más duración pero
son frágiles.
42. Métodos de elaboración del presupuesto.
El presupuesto es el precio que se le da al cliente en los trabajos bajo pedido. Hay que tratar de evitar pasarse, tanto por alto como por bajo. Dos formas de elaborarlo:
-Cálculo directo. Es lento, consiste en evaluar el precio de coste de todos los materiales lo más aproximado posible.
-Cálculo comparativo. Se compara con un trabajo realizado con anterioridad y estimando las correcciones oportunas. Se da en empresas de tipo taller.
El precio será el resultado de añadirle al coste un beneficio.
43. ¿Qué es el precio de costo?
¿Qué costes intervienen en el precio de costo?
El precio de costo es aquel que incluye todos los gastos necesarios para
tener un producto listo para la venta. Fundamentalmente, incluye lo siguientes
costes:
- Costes directos o de fabricación:
Son más fáciles de calcular a partir del estudio del proceso.
- Costes indirectos o generales: Son más
complicados de calcular, y generalmente se aplican como un coeficiente
que multiplica al coste horario de cada puesto de trabajo y pasan a formar
parte de los costes directos.
44. ¿Qué costes engloban los
costes de fabricación? Escribir la fórmula simplificada
de los costes de fabricación.
Los costes de fabricación engloban los siguientes costes:
- Materias primas: Incluye el coste de todos
los materiales y elementos normalizados necesarios para elaborar el producto.
- Mano de obra directa: Es el gasto en los
salarios de los operarios que han intervenido en el producto.
- Amortización de máquinas y equipos:
Se entiende como el coste anual, mensual u horario que hay que considerar
para afrontar el costo de la inversión en un determinado tiempo.
Este tiempo es lo que dura la máquina, o tiempo de vida. También
se valora el tiempo en que e queda obsoleta la máquina.
- Coste de útiles especiales: Si para
la fabricación de un componente hace falta un útil especial,
los costes de ese útil han de repartirse entre el nº toral
de elementos que componen la serie. Se incluye el diseño del útil
y su fabricación.
- Coste herramientas: Incluyen los costes
de las herramientas fungibles (herramientas que se gastan). Las herramientas
de vida ilimitada (martillos, destornilladores, etc.) se consideran útiles
especiales.
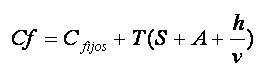
Cf = costes
de fabricación
C fijos = costes fijos
T = tiempo de proceso
h = precio de la herramienta
v = tiempo de vida de la herramienta
S = salario (hora)
A = amortizaciones
45. ¿Qué son los costes generales?
Son aquellos que no se pueden asignar de forma directa a un producto y
al mismo tiempo son gastos necesarios para el funcionamiento global de
la empresa:
- Mano de
obra indirecta (administrativo, oficina técnica,?)
- Alquileres de locales o amortización
- Gastos de energía (alumbrado, calefacción,?)
- Impuestos
- Seguros
- Materiales indirectos (material de oficina, lubricantes de las máquinas,?)
- Gastos de mantenimiento (si es subcontratado)
- Gastos de dirección
- Gastos comerciales (publicidad, ferias, promociones,?)
- Gastos varios
46. ¿Qué
es el trabajo de deformación?
Para que una pieza metálica adquiera unas deformaciones permanentes
hay que ejercer una fuerza a lo largo de una determinada distancia, y
esa fuerza produce un trabajo mecánico:

Esta es la formula para el trabajo de deformación específico o por unidad de volumen, que se corresponde con el área debajo de A y B en el diagrama de tensión/deformación. Este es un trabajo ideal, porque después hay que vencer el rozamiento y el deslizamiento entre planos supone también un trabajo adicional; podemos definir un rendimiento:
![]()
![]() entre
30-60% en la extrusión y en la laminación entre 70-90%.
entre
30-60% en la extrusión y en la laminación entre 70-90%.
Para conocer la energía consumida:
![]()
La mayor parte de ese trabajo que se suministra al material se disipa en forma de calor, y una pequeña proporción (5-10% del trabajo, en alguna aleaciones 30%) se almacena en forma de energía elástica.

47.
¿Qué efectos tienen la temperatura y la velocidad en la
deformación?
Velocidad de deformación
En las aplicaciones
de cargas normales las velocidades no tienen importancia; pero en la conformación
se trabaja a velocidades muy altas.
Velocidad de Deformación ![]()
![]()
V: velocidad de desplazamiento
El efecto de la velocidad de deformación es mayor cuanto mayor es la deformación (grandes deformaciones producidas muy rápido producirán tensiones residuales muy poderosas).
![]()
m: exponente de sensibilidad a l vel. de deformación
c: coeficiente de resistencia
Influencia de la temperatura
La temperatura
es uno de los factores que más influyen en el comportamiento de
los materiales. Un aumento de temperatura provoca el correspondiente aumento
de la ductilidad y la tenacidad, mientras que disminuye el módulo
de elasticidad (E), el límite elástico y la tensión
de rotura, y generalmente, disminuye el valor de n.
Con temperaturas mayores necesitaremos menos esfuerzo para conformar el
material y se admiten mayores deformaciones.
La temperatura influye en la capacidad de recuperar las propiedades mecánicas
perdidas.
48.
¿Qué es la acritud y cómo se controla?
Al aumentar la carga se originan tensiones internas en el material, que
provocan un aumento de la dureza, el límite de tracción
o tensión última (Su) y la tensión de fluencia (Sy),
de tal manera que Sy tiende a Su, y, a cambio, disminuye el alargamiento,
la resistencia al choque (resiliencia) y la tenacidad.
Acritud crítica
![]() el material
pierde totalmente la ductilidad, si se intenta deformar más se
agrieta y va rompiendo poco a poco.
el material
pierde totalmente la ductilidad, si se intenta deformar más se
agrieta y va rompiendo poco a poco.
El trabajo
en frío produce más acritud que el trabajo en caliente y
si el trabajo se realiza por encima de la temperatura de recristalización,
ya no se modifican significativamente las propiedades.
Hay que controlar la acritud, pues puede provocar que el material se vuelva
excesivamente duro, y habría que devolverle sus propiedades iniciales.
Esto se hace mediante el tratamiento térmico del Recocido
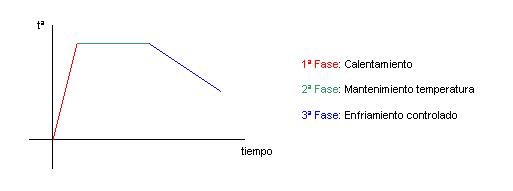
Si hay que recocer toda la pieza se meten en hornos. Si sólo hay que recocer parte de la pieza se le aplica calor a esa zona sólo (por ejemplo mediante un soplete).
Dependiendo
de la temperatura:
- Supercrítico
- Subcrítico
El grado de regeneración de la estructura, y recuperación
de los valores de dureza y resistencia iniciales, dependerá de
las temperaturas a las que se realice y del tiempo de permanencia en el
horno. Para elegir estos parámetros hay que
hacer unas consideraciones:
- Requerimientos tecnológicos
- Requerimientos económicos
No se debe recocer un metal que esté por debajo de la acritud crítica,
porque ocurre que se produce un crecimiento de grano excesivamente grande
y aumenta la fragilidad.
49.
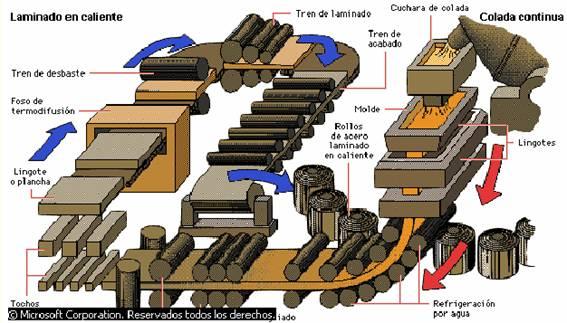
¿En que consiste la laminación?
La laminación es el proceso por el que se obtienen chapas o perfiles
metálicos. Consiste en dar sucesivas pasadas al material entre
unos rodillos, los cuales giran en sentido contrario, para esto se parte
de unas piezas llamadas lingotes y se pasan por los rodillos hasta llegar
al espesor o perfil requerido.